Titanium alloy, with its high strength, low density, and good corrosion resistance, has been widely used in fields such as aviation, automotive, biomedical, and petroleum industries. Among them, the use of titanium products in the aerospace industry is particularly significant. However, the processing difficulty of titanium alloys has also attracted attention due to their unique physical and chemical properties. This article will focus on a detailed analysis and application discussion of titanium machining, a key machining technology.
Overview of Titanium Machining
Titanium alloy machining is an advanced metal machining process, mainly used to process titanium alloy materials into parts or products of various shapes and sizes.

Types of Titanium
Like most metals, titanium comes in a wide variety. The following table describes the advantages, disadvantages and applications of various types of titanium:
| Type of Titanium Alloy | Description | Advantages | Disadvantages | Applications |
|---|---|---|---|---|
| Ti-6Al-4V | Alpha-beta alloy, most widely used titanium alloy due to its high strength-to-weight ratio and excellent corrosion resistance. | High strength, good toughness, biocompatible, weldable. | High cost, challenging to machine, requires protective atmosphere during welding. | Aerospace components, medical implants, marine applications. |
| Ti-6Al-2Sn-4Zr-2Mo | Alpha-beta alloy with improved creep resistance and strength at elevated temperatures. | Good creep resistance, high strength-to-density ratio. | Limited weldability, higher cost compared to Ti-6Al-4V. | Gas turbines, aircraft engine components, structural parts. |
| Ti-5Al-2.5Sn | Alpha alloy with good weldability and cold formability. | Good weldability, excellent corrosion resistance. | Lower strength compared to Ti-6Al-4V, limited high-temperature capability. | Marine applications, chemical processing equipment. |
| Ti-3Al-2.5V | Near-alpha alloy known for good formability and weldability. | Good formability, low density. | Lower strength and creep resistance compared to alpha-beta alloys. | Airframe components, automotive springs, marine components. |
| Ti-15V-3Al-3Sn-3Cr | Beta alloy with high strength and excellent fatigue resistance. | High strength-to-density ratio, good fatigue resistance. | Lower ductility, challenging to process due to high elasticity. | Aerospace landing gear, sports equipment, prosthetic devices. |
| Commercially Pure (CP) Titanium Grade 1-4 | CP titanium with varying levels of oxygen and iron, offering excellent corrosion resistance and formability. | Good weldability, excellent corrosion resistance in various environments. | Lower strength compared to titanium alloys, higher ductility. | Chemical processing equipment, medical implants, architectural applications. |
| Beta C Titanium | Beta alloy with high strength and excellent cold formability. | High strength, good cold formability, good fatigue resistance. | Limited elevated temperature capability, lower toughness compared to alpha-beta alloys. | Aerospace fasteners, springs, sporting goods. |
Characteristics of Titanium Machining
When cutting, the deformation coefficient of titanium alloy is small (less than or equal to 1), and the friction of chips on the tool surface is large, which easily leads to faster tool wear.
The temperature of titanium alloy is higher when cutting, because the thermal conductivity of titanium alloy is small, the heat generated during processing is not easy to transfer. Under normal circumstances, the heat generated by titanium alloy processing is about twice that of stainless steel.
The cooling phenomenon of titanium alloy is more serious when it is processed. Due to the large chemical activity of titanium alloy, it is easy to absorb oxygen and nitrogen during high temperature cutting to produce hard skin. In addition, changes in plasticity can also lead to surface hardening.
Titanium Machining Method
Titanium and its alloy is a kind of metal material with good mechanical properties and corrosion resistance, but its processing is difficult, and special processing methods and processes are required to ensure processing quality and efficiency. The following are several common processing methods for titanium:
Dynamic Turning
Dynamic turning is an efficient machining method suitable for titanium alloys, which is characterized by constantly changing the feed speed and cutting depth of the cutting tool during the machining process to reduce tool wear and extend tool life. This method also helps to reduce the vibration and impact during cutting, thereby improving the quality and accuracy of the machined surface.
Dynamic Milling
Dynamic milling is the strategy of variable feed and cutting depth in the milling process to adapt to different workpiece profiles and reduce the impact and vibration during cutting. For materials such as titanium alloys, dynamic milling can significantly improve processing efficiency and tool life, while ensuring machined surface quality and dimensional accuracy.
Helical milling
Helical milling is a strategy of milling by using a spiral feed path. This method can reduce the impact and vibration during cutting, while reducing the lateral force of the tool, helping to improve processing efficiency and tool life. In titanium alloy processing, spiral milling is often used for deep hole processing and complex contour milling, which can effectively control the temperature and force during the processing, so as to ensure the processing quality.
In aircraft assembly, the machining of large diameter holes is always a difficult point. With helical milling technology, “one tool and multiple paths” can be conveniently realized by adjusting the eccentricity, thus significantly improving the machining efficiency and reducing the cost. For example, in the spiral hole milling process of 19.05mm(3/4 “) large diameter of titanium alloy.
Machining Process for Titanium
Titanium alloy is a material with excellent mechanical properties and corrosion resistance, but because of its high hardness, low thermal conductivity and chemical activity, its processing is relatively complex. The following are commonly used processes and technologies in titanium alloy processing:
Cutting tool selection
Choosing the right cutting tool is crucial for titanium alloy processing, and common cutting tools include:
Carbide tools: Carbide tools are sintered from tungsten carbide powder and cobalt powder, with excellent hardness and wear resistance, suitable for high-speed cutting and heavy load processing.
Coated tools: The tool surface coating can effectively reduce friction and heat, and extend tool life. Common coatings include:
- Titanium carbon nitrogen (TiCN) coating: provides excellent thermal stability and wear resistance.
- Diamond-like carbon (DLC) coating: Excellent in high-speed milling, significantly extending tool life.

Stable machined surface
During the processing of titanium alloys, it is essential to maintain a stable machining surface to ensure machining accuracy and quality. Key measures to achieve a stable machined surface include:
- Suitable cutting parameters: including the selection of cutting speed, feed speed and cutting depth to ensure that the processing efficiency is guaranteed without damaging the surface quality of the workpiece.
- Effective cooling and lubrication: Use appropriate coolants and lubricants, such as water-soluble coolants, to help reduce processing temperatures, reduce tool wear, and effectively clean chips.
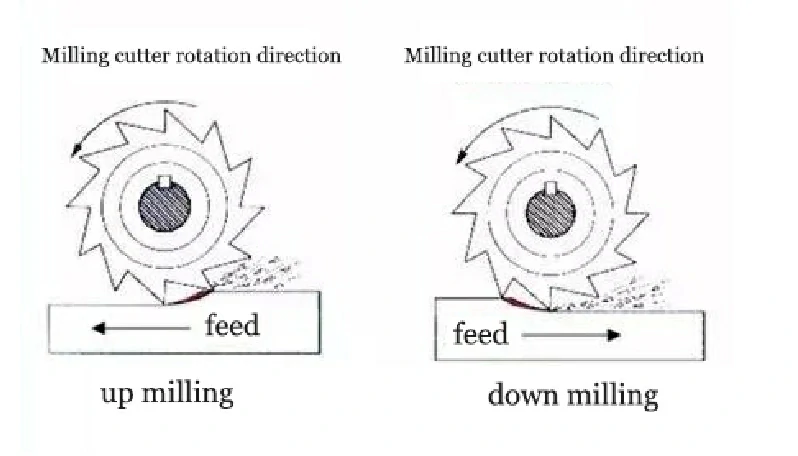
Down milling
Downmilling is a milling strategy commonly used in titanium alloy machining, which is characterized by low cutting forces and vibration, helping to reduce heat and tool wear during cutting. Downmilling usually uses small radial and axial feeds to ensure the smoothness and accuracy of the machineed surface.
Choose titanium Machining Machine to Consider Factors
For high-quality milling machines for processing titanium alloys, the following are specific recommendations and considerations:
- High torque: Titanium alloy processing requires the machine to have a very high torque to meet the cutting force required during the processing. A torque range of up to 300-1500 Nm is recommended to ensure that the machine has sufficient power when handling titanium alloys.
- Low speed: Because the cutting speed of carbide cutting tools commonly used in titanium alloy processing is low, usually in the range of 45-100 m/min, the spindle speed of the machine tool should also be adjusted accordingly. In most cases, a spindle speed of 3000 RPM is sufficient.
- Internal coolant system: Internal coolant is crucial for titanium alloy machining machines, because it can effectively reduce the temperature of the cutting area, reduce tool wear, and improve machining accuracy and surface quality. Therefore, it is recommended to choose a machine with an efficient internal coolant system.
- High rigidity and high dynamic response: Machining difficult materials such as titanium alloy requires high power and high torque spindle, so the machine tool should have high rigidity, including high static rigidity, high dynamic rigidity and high thermal rigidity. At the same time, the machine should also have a high dynamic response, such as high positioning/repeated positioning accuracy, high feed speed and high acceleration, to ensure stability and accuracy during the machining process.
- Highly reliable tool interface: Because titanium alloy processing requires the use of high-power and high-torque spindle cutting, the machine tool spindle tool interface device should have a large enough tension force and the ability to transmit large torque. Highly reliable tool interfaces such as HSK~A100, HSK~A125 or HSK~A160 are recommended.
Why is Titanium Difficult to Machining?
Titanium alloys face a variety of challenges in the machining process, the following are the specific reasons and their impact:
- Workpiece clamping and processing deformation: The stiffness of thin-walled titanium alloy parts is poor, the clamping is difficult, and it is easy to be affected by cutting force and process deformation. For example, when machining thin-walled titanium alloy parts with large length-to-diameter ratio, the clamping force and radial cutting force are easy to deform the parts.
- Tool wear and selection: titanium alloy machining cutting force, high temperature, tools easy to wear and crack. Carbide blades or CVD blades are commonly used titanium alloy machining tools to meet the challenges of high temperatures and high cutting forces.
- Cutting heat: The thermal conductivity of titanium alloy is very low, only 1/7 of steel, 1/16 of aluminum, and the heat generated during cutting is not easy to lose. The cutting area temperature can be as high as 1000 ° C or more, resulting in rapid tool wear.
- Edge bite and chip tumor: At high temperatures, titanium alloy chips are easy to adhere to the blade, forming chip tumor, aggravate tool wear. Cutting tool materials with small chemical affinity and high thermal conductivity with titanium should be selected, such as YG8, YG3, etc.
- Fire risk: The combustion temperature of titanium alloy is high, the calorific value is large, and the titanium chips and chips generated during processing are easy to catch fire. Appropriate fire prevention measures should be taken to ensure safe processing.
- Vibration problem: Titanium alloy is prone to vibration during processing, resulting in friction between the tool and the workpiece greater than the cutting effect. The selection of machine tools with high rigidity and high dynamic response helps to reduce vibration and improve processing stability.
- Cutting speed and depth: The cutting speed should not be too fast during titanium alloy processing, and reasonable cutting speed and cutting depth should be controlled. When roughing, the cutting speed is usually 25 ~ 38 m/min, and the cutting depth is 3 ~ 5 mm; When finishing, the cutting speed is 50 ~ 75 m/min, and the cutting depth is 0.2 ~ 0.5mm.
- Chip control: The chip generated during the processing of titanium alloy is not effectively controlled, which will affect the processing quality and safety. Chip chutes, vacuum cleaners and other measures can be used to control chips.
- Metal removal rate: Titanium alloy metal removal rate is low, only about 25% of most ordinary steel or stainless steel.This means that it takes about four times as long to process a titanium workpiece as it does to process a steel part.
Tips and Strategy for Machining Titanium Alloys
In the process of titanium alloy processing, in order to obtain high-quality processing results, a series of skills and methods need to be used.
Reduce the temperature
The thermal conductivity of titanium alloy is low, resulting in high temperature during processing. High temperature not only affects the machining quality, but also may lead to tool wear and workpiece deformation. In order to reduce the temperature, the following measures can be taken:
- Choose the right cutting fluid: Cutting fluid can effectively reduce the temperature during processing, reduce tool wear and workpiece deformation. For titanium alloy materials, liquid cutting fluids with higher thermal conductivity and lower viscosity should be selected, such as sulfide cutting fluids, organic cutting fluids, etc.
- Use high-pressure coolant: high-pressure coolant can take away the cutting heat more effectively, reduce the cutting area temperature, and improve the processing quality.
Choose the right tool
Titanium alloy has high hardness and strong chemical activity, and has higher requirements for tool materials. In order to obtain good processing results, it is necessary to choose the appropriate tool:
- Tool materials: wear-resistant, high hardness, high temperature resistance and chemically inert tool materials should be selected, such as cemented carbide, PCD tools, diamond-embedded tools and coated tools.
- Tool Angle: When machining titanium alloy, the tool with sharp blade, dense teeth, front/back Angle and spiral Angle should be selected. For example, the finishing of titanium alloy TC4, the front Angle can be 8 ~ 15°; If the boring tool or turning tool is selected, the front/back Angle is 10 ~ 15°, 8 ~ 14°, etc.
Optimize speed and feed
When machining titanium alloy, the choice of cutting speed and feed rate has an important effect on machining quality. Cutting speed and feed should be reasonably selected according to processing requirements and workpiece material characteristics:
- Cutting speed: roughing cutting speed is usually 25 ~ 38 m/min, cutting depth 3 ~ 5 mm; The cutting speed is 50 ~ 75 m/min and the cutting depth is 0.2 ~ 0.5mm.
- Feed rate: 0.10 ~ 0.15mm /r for rough machining, 0.05 ~ 0.10mm /r for fine machining.
Control flutter and vibration
It is easy to produce flutter and vibration during the processing of titanium alloy, which affects the processing quality and tool life. To control flutter and vibration, the following measures can be taken:
- The machine tool with high rigidity and high dynamic response is selected to ensure good operating stability even when cutting at high speed.
- Use appropriate fixtures and clamping methods to ensure stable clamping of the workpiece.
- Design a reasonable tool path to avoid sudden acceleration or deceleration of the tool in the cutting process, reduce the cutting impact, and thus reduce the occurrence of vibration.
Pecking drill and ramp technique
In titanium alloy processing, pecking and slope technology is an effective way to control cutting forces and chip accumulation:
- Peck drilling technology: The cutting process is divided into small steps, which helps to reduce the impact force during cutting and avoid excessive heat accumulation of the tool and workpiece.
- Slope technology: A reasonable slope Angle and depth are designed to help the cutting tool enter and exit the cutting area smoothly, reduce the accumulation of chips, and improve processing efficiency and surface quality.
Special tool design and coating selection
Titanium alloys have extremely high requirements for tool materials and coatings:
- Special tool design: such as the use of ceramic tools, can withstand high temperature and chemical erosion, improve cutting stability and tool life.
- Special coating selection: TiCN, TiAlN and other special coatings can significantly improve the wear resistance and stability of the tool, and maintain the smoothness and cleanliness of the tool surface during the cutting process.
Increase the number of grooves
Grooves are grooves on the surface of a tool used to hold cutting fluid. Increasing the number of grooves can increase the contact area between the cutting fluid and the tool, thereby speeding up the flow rate of the cutting fluid and improving the cooling effect.
- Better cooling: More cutting fluid can take the heat away from the cutting area faster, reducing the cutting temperature, reducing tool wear and workpiece deformation.
- Better lubrication: The cutting fluid can not only cool, but also lubricate the cutting area, reducing the friction between the tool and the workpiece, reducing the cutting force.
Tool manufacturers can design and produce tools with different number of grooves as needed. When selecting the tool, the appropriate number of grooves can be selected according to the processing requirements and the material characteristics of the workpiece.
Limit the axial depth around elongated features
In the process of machining with elongated characteristics, vibration and flutter are easy to occur due to the action of cutting force, resulting in a decline in processing quality. Limiting axial depth reduces cutting forces and reduces the likelihood of vibration and flutter.
- Reduce vibration and flutter: by limiting the axial depth, the cutting force can be reduced, the occurrence of vibration and flutter can be reduced, and the processing stability and workpiece quality can be improved.
- Improved processing efficiency: Although the axial depth is limited, the processing efficiency can be maintained or improved by increasing the feed rate or cutting speed.
When programming or setting machining parameters, it is necessary to limit the axial depth according to the characteristics of the workpiece and the machining requirements. This usually requires experience or experimentation to determine the appropriate axial depth range.
End with a chamfer
A chamfer is a bevel or rounded corner at the edge of a workpiece. Ending with a chamfer can reduce the cutting force and stress concentration at the edge of the workpiece, improving the surface quality of the workpiece.
- Reduce cutting force: The chamfer can reduce the cutting area during cutting, thereby reducing the cutting force.
- Improve surface quality: chamfering can eliminate burrs and stress concentration on the edge of the workpiece, making the surface of the workpiece smoother.
- Extension of tool life: Due to the reduction of cutting force, tool wear will be correspondingly reduced, thus extending the service life of the tool.
Dependent secondary remission
Secondary mitigation refers to reducing cutting forces by adjusting cutting parameters or taking other measures during the machining process. This can be achieved by reducing the cutting depth, increasing the cutting speed, using sharper tools, etc.
- Reduce the cutting force: By reducing the cutting force, you can reduce the vibration and vibration during the processing, improve the processing stability.
- Improve processing quality: Reducing cutting force can also reduce scratches and wear on the surface of the workpiece and improve processing quality.
- Extending tool life: Reducing cutting forces also reduces the risk of tool wear and breakage, thereby extending tool life.
Change the axial depth
Axial depth refers to the depth of cutting tool on the workpiece. By changing the axial depth, the cutting force and cutting efficiency can be adjusted.
- Improve processing efficiency: in the roughing stage, the axial depth can be appropriately increased to improve processing efficiency; In the finishing stage, it is necessary to reduce the axial depth to ensure the machining quality.
- Control cutting force: By changing the axial depth, the size of the cutting force can be controlled to adapt to different processing needs.
- Extended tool life: Proper axial depth selection can reduce the risk of tool wear and breakage, thus extending the service life of the tool.
Other tips
- Leave enough space: When designing the machining path, ensure that the knife has enough space to cut and avoid collision with the workpiece.
- Reduce the bite: The use of short, sharp bits can reduce the contact area with the titanium alloy and reduce the bite effect.
- Use variable helical end mills: Variable helical end mills help reduce vibration and flutter during cutting and improve machining stability.
- Control fragmentation: Select the appropriate cutting parameters and tools to avoid fragmentation during processing.
- Use a lot of coolant: In addition to high-pressure coolant, other coolants can be used to control the heat during the cutting process.
Difference Between Titanium Machining and other materials Machining
The processing of titanium alloys is significantly different from that of other materials (such as steel alloys and aluminum alloys), mainly in the following aspects:
| Characteristic | Titanium Alloy | Steel Alloy | Aluminum Alloy |
|---|---|---|---|
| Material Hardness and Strength | High hardness and strength, large cutting forces, fast tool wear | Moderate hardness and strength, moderate cutting forces, relatively slower tool wear | Lower hardness and strength, small cutting forces, slow tool wear |
| Thermal Conductivity | Low thermal conductivity, heat is difficult to dissipate during machining, leading to overheating | High thermal conductivity, good heat dissipation, heat generated during machining is easily dissipated | High thermal conductivity, excellent heat dissipation, heat generated during machining is easily dissipated |
| Cutting Speed and Feed Rate | Requires lower cutting speeds and smaller cutting depths to reduce heat generation and tool wear, moderate feed rate | Higher cutting speeds and larger cutting depths can be used, improving machining efficiency, feed rate can be relatively high | Very high cutting speeds and large cutting depths can be used, very high feed rate, significantly improving machining efficiency |
| Tool Material and Coating | Uses highly wear-resistant carbide or ceramic tools, coatings like TiCN or TiAlN to increase tool life | Typically uses high-speed steel (HSS) or carbide tools, common coatings like TiN | Typically uses HSS or carbide tools, generally no special coatings needed |
| Coolant Requirements | Requires a large amount of coolant or high-pressure coolant systems to control cutting temperature and avoid overheating | Moderate coolant requirements, good heat dissipation, does not require a large amount of coolant | Low coolant requirements, excellent heat dissipation, does not require a large amount of coolant during machining |
| Chip Control | Chips easily accumulate and entangle, requiring effective chip control measures such as peck drilling and special tool geometry | Chips are easily controlled, do not easily accumulate and entangle, chip handling is relatively simple | Chips are light and easy to handle, do not easily accumulate and entangle |
| Vibration and Chatter | Prone to vibration and chatter due to high hardness and strength, requiring stable machining equipment and optimized tool paths | Good stability, but still requires control of vibration and chatter during high-intensity cutting | Very stable, not prone to vibration and chatter, cutting process is relatively smooth |
| Special Machining Techniques | Uses peck drilling, ramping, climb milling, thick-to-thin chip formation, variable helix end mills, special tool designs and coatings, controls cutting forces and chip accumulation | Standard cutting techniques and paths are sufficient, but some special techniques used for titanium alloys can be referenced | High-speed cutting and high feed rate techniques, standard tool designs and paths |
| Tool Life | Short tool life, requires frequent replacement and maintenance | Longer tool life, relatively lower maintenance frequency | Long tool life, low maintenance frequency |
| Machining Cost | High machining cost, requires high-performance tools and coolant systems | Moderate machining cost, conventional tools and coolant systems are sufficient | Low machining cost, low tool and coolant requirements, high machining efficiency |
Common Uses of Titanium Alloy Machining
Titanium machining finds application across diverse industries:
- Aerospace: Used for aircraft components such as engine parts, landing gear, and structural components due to its strength-to-weight ratio.
- Medical: Essential for manufacturing surgical implants and instruments due to its biocompatibility and corrosion resistance.
- Automotive: Utilized in performance vehicles for components like exhaust systems and suspension parts to reduce weight and improve durability.
Factors to Consider When Machining Difficult-to-Machine Materials
When machining difficult-to-cut materials, the following factors need to be considered to ensure efficient processing and workpiece quality:
Material Properties
- Hardness and Strength: Difficult-to-cut materials often have high hardness and strength, requiring the use of hard tools and greater cutting forces. For example, titanium alloys are hard, and when machining them, wear-resistant, high-hardness tool materials such as carbide or PCD tools should be selected.
- Plasticity and Toughness: Materials with high plasticity and toughness tend to deform and fracture during machining, requiring the adoption of appropriate cutting techniques and parameters.
- Thermal Conductivity: Materials with low thermal conductivity tend to generate high temperatures during machining, affecting the quality of the workpiece and tool life. For instance, titanium alloys have low thermal conductivity, and therefore, a large amount of coolant is required to control the temperature.
Machining Conditions
- Cutting Speed: The selection of cutting speed is crucial for difficult-to-cut materials. Excessive cutting speed may lead to accelerated tool wear and poor workpiece quality, while too low a speed may reduce machining efficiency. Therefore, the cutting speed should be chosen based on the hardness and strength of the material.
- Feed Rate: The feed rate directly affects machining efficiency and workpiece quality. For difficult-to-cut materials, a smaller feed rate is often chosen to reduce cutting forces and vibrations, improving machining stability.
- Depth of Cut: The depth of cut refers to the distance the cutting tool penetrates into the workpiece. For difficult-to-cut materials, the choice of depth of cut needs to consider the hardness and strength of the material, as well as the durability of the tool.
Tool Selection
- Tool Material: Due to the high hardness and strength of difficult-to-cut materials, wear-resistant, high-hardness tool materials such as carbide or PCD should be selected.
- Tool Geometry: Reasonable tool geometry can improve cutting efficiency and workpiece quality. For difficult-to-cut materials, larger rake angles and clearance angles are often chosen to reduce cutting forces and vibrations.
- Tool Coatings: Special coatings can improve the wear resistance and cutting performance of tools, extending their service life.
Machining Equipment
- Machine Rigidity: Difficult-to-cut materials tend to generate vibrations and chatter during machining, requiring the use of high-rigidity machines to improve machining stability.
- Cooling System: For materials prone to generating high temperatures, an efficient cooling system is required to control the temperature, enhancing the quality of the workpiece and tool life.
Machining Process
- Process Design: Rational process design can significantly reduce machining difficulty. Developing appropriate machining processes is crucial for improving machining efficiency and quality.
- Machining Sequence: A reasonable machining sequence can reduce cutting forces and vibrations, improving machining quality. For example, when machining long, slender features, other parts can be machined first, and the slender feature can be machined last.
Other Factors
- Workpiece Shape: The complexity of the workpiece shape can affect machining difficulty. For complex shapes, multi-stage cutting or compound cutting methods may be required.
- Machining Accuracy: Higher machining accuracy increases machining difficulty. Therefore, the appropriate level of machining accuracy should be chosen based on actual needs.
- Machining Environment: The machining environment, such as temperature and humidity, can also affect machining quality. It is necessary to maintain a stable and clean machining environment to reduce the impact of external factors on machining quality.
Conclusion
Titanium machining is a specialized machining process crucial for industries requiring high-performance materials. Understanding its properties, challenges, techniques, and applications is essential for optimizing manufacturing processes and achieving precise and efficient production of titanium components.
Looking for precision, quality, and efficiency in CNC machining? BOYI is your go-to solution! We specialize in providing top-notch CNC machining services, catering to a wide range of industries and applications. With our state-of-the-art equipment and experienced team, we deliver impeccable precision and superior surface finishes, ensuring your project meets the highest standards.
Whether you need prototype development, small batch production, or large-scale manufacturing, BOYI guarantees timely delivery and cost-effective solutions. Trust us to transform your ideas into reality with unparalleled craftsmanship and dedication. Choose BOYI for your CNC machining needs and experience the difference in quality and service!

Let’s Start A New Project Today
All information and uploads are secure and confidential.
FAQ
Titanium is difficult to cut due to its high strength, hardness, and chemical reactivity. The material tends to work harden during cutting, causing tool wear and poor surface finish. Additionally, titanium’s low thermal conductivity results in high cutting temperatures, further increasing the challenges of machining.
Titanium processing involves high temperatures, high cutting forces, and potentially hazardous debris. Therefore, it is crucial to wear protective equipment such as safety glasses, gloves, and aprons. Ensure that the machine is properly guarded, and follow all safety procedures and recommendations provided by the machine manufacturer. Additionally, maintain a clean and organized workspace to reduce the risk of accidents and injuries.
To improve the efficiency of titanium machining, consider using high-speed cutting techniques, optimized cutting parameters, and specialized tools. It is also important to maintain a stable and clean machining environment to reduce tool wear and improve surface finish. Additionally, utilizing coolants and lubricants can help control cutting temperatures and improve the machining process.
Catalog: CNC Machining Guide

This article was written by engineers from the BOYI team. Fuquan Chen is a professional engineer and technical expert with 20 years of experience in rapid prototyping, mold manufacturing, and plastic injection molding.